
近年來(lái),工業(yè)生產(chǎn)已開(kāi)始轉(zhuǎn)變?yōu)閿?shù)字化和自動(dòng)化。傳統(tǒng)的生產(chǎn)方式不能滿(mǎn)足社會(huì)發(fā)展的需要。數(shù)控焊接設(shè)備應(yīng)運(yùn)而生,為企業(yè)發(fā)展帶來(lái)更多優(yōu)勢(shì)。
1.自適應(yīng)控制的數(shù)控焊接設(shè)備;自適應(yīng)控制的焊接設(shè)備是高度自動(dòng)化的焊接設(shè)備。它配備有傳感器和電子檢測(cè)線(xiàn),可自動(dòng)引導(dǎo)和跟蹤焊接軌跡,并對(duì)主要焊接參數(shù)實(shí)施閉環(huán)反饋控制。整個(gè)焊接過(guò)程將根據(jù)預(yù)設(shè)程序和過(guò)程參數(shù)自動(dòng)完成
2.智能自動(dòng)數(shù)控焊接設(shè)備;使用各種先進(jìn)的傳感元件,例如視覺(jué)傳感器,觸覺(jué)傳感器,聽(tīng)覺(jué)傳感器和激光掃描儀,并借助計(jì)算機(jī)軟件系統(tǒng),數(shù)據(jù)庫(kù)和專(zhuān)家系統(tǒng)具有識(shí)別,判斷,實(shí)時(shí)檢測(cè),計(jì)算,自動(dòng)編程,焊接參數(shù)的功能存儲(chǔ)和自動(dòng)生成焊接記錄文件的功能。
以N2為輔助氣體,由于在切割過(guò)程中N2基本上不與賤金屬發(fā)生反應(yīng),渣可鉆性不太好,即使掛在切口底部,也很容易去除。因此氣體壓力大于就能獲得無(wú)粘渣的切口,但切割速度要比輔助相助氣體時(shí)低。反之,粗糙度與翻轉(zhuǎn)速度基本呈線(xiàn)性關(guān)系,且翻轉(zhuǎn)速度越小,粗糙度越小。另外合金元素含量低.切割面粗糙度大。而合金元素含址高的鋁合金,切割面的粗枯度小。在切割航空用鋁合金時(shí),也有采用雙重輔助氣流.即內(nèi)噴嘴咬出氮?dú)?而外噴嘴噴出氧氣流,氣體壓力均為,可獲得無(wú)粘渣的切割面。
刻劃寬度,速度和處理輸出是保持低處理成本和高晶圓產(chǎn)量的主要參數(shù)。圖加工")
266nm激光加工切線(xiàn)切割切塊的寬度越窄,每個(gè)晶片生產(chǎn)的可用芯片數(shù)量越多,這可以增加總處理輸出。
使用普通的2英寸直徑,藍(lán)色×250微米芯片的藍(lán)色LED藍(lán)寶石晶片可以進(jìn)行簡(jiǎn)單比較。常規(guī)金剛石切割的劃片寬度通常為50微米(300微米芯片間距),因此每個(gè)晶圓大約有22,500芯片。傳統(tǒng)鉆石切塊的成品率通常為90%,這意味著每個(gè)晶圓上可用的芯片數(shù)量為20,250。
使用UV激光劃刻,劃片寬度可以減小到20微米(270微米芯片間距),從而每個(gè)晶片的芯片數(shù)量增加到大約27,800(增加23%)。隨著成品率的提高,以這種方式獲得的可用芯片數(shù)量約為27,500,這使每個(gè)晶圓的可用芯片總數(shù)增加了35%。
一般來(lái)說(shuō)如果鐵板的厚度在3mm以上,即使受熱變形也不會(huì)太嚴(yán)重,所以如果是批量切割建議選擇南通鑫聚大型激光加工切割,尤其是需要進(jìn)行鏤空切割的一些產(chǎn)品。因?yàn)殍F板的方式本身就是為批量切割設(shè)計(jì)的一種加工方式,量越多價(jià)格自然也就越。而且各種曲線(xiàn)、鐵板切割字、直線(xiàn)都可以切割速度快,切割效果好。
新聞中心
南通鑫聚大型激光加工切割來(lái)圖加工
發(fā)布時(shí)間: 瀏覽:0次
下一篇:
常見(jiàn)的激光加工工藝
相關(guān)產(chǎn)品/ products Show
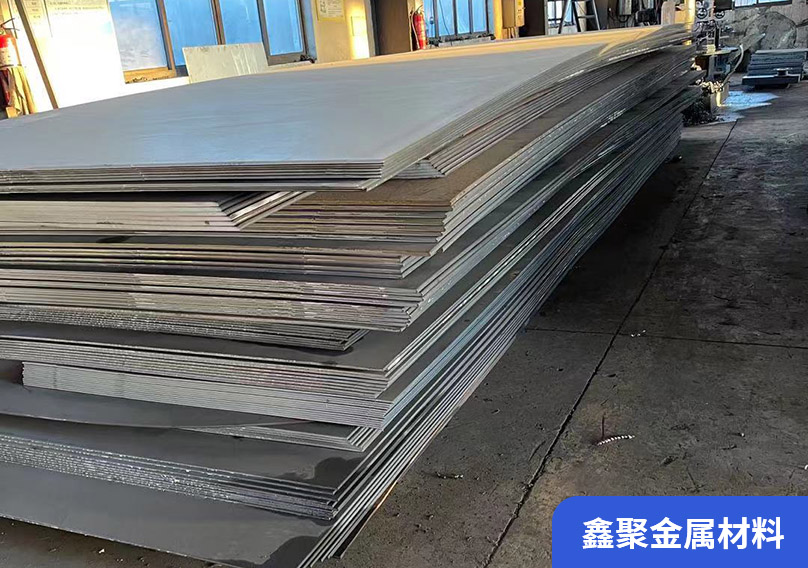
大型激光加工
大型激光加工

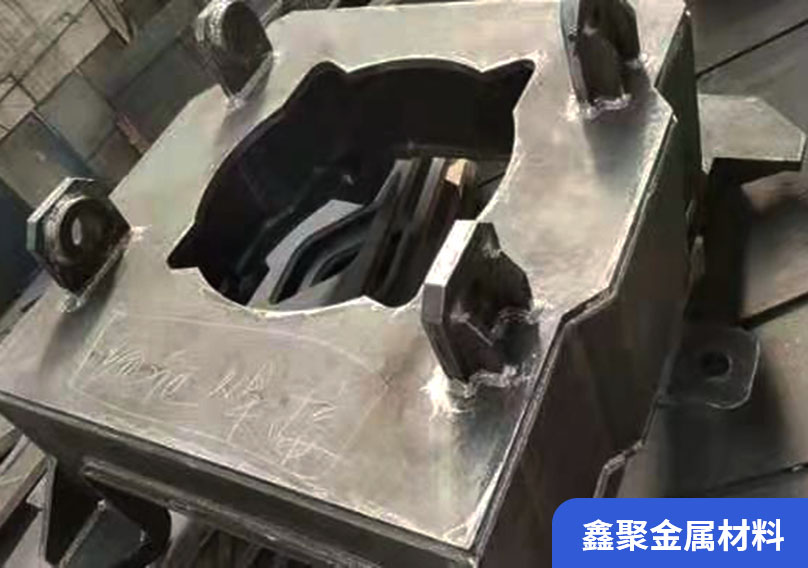
大型激光加工-沉降墩外殼模板

鋼結(jié)構(gòu)廠(chǎng)房主體結(jié)構(gòu)

鋼結(jié)構(gòu)廠(chǎng)房主體結(jié)構(gòu)
相關(guān)新聞/ Related news
最新新聞
News Center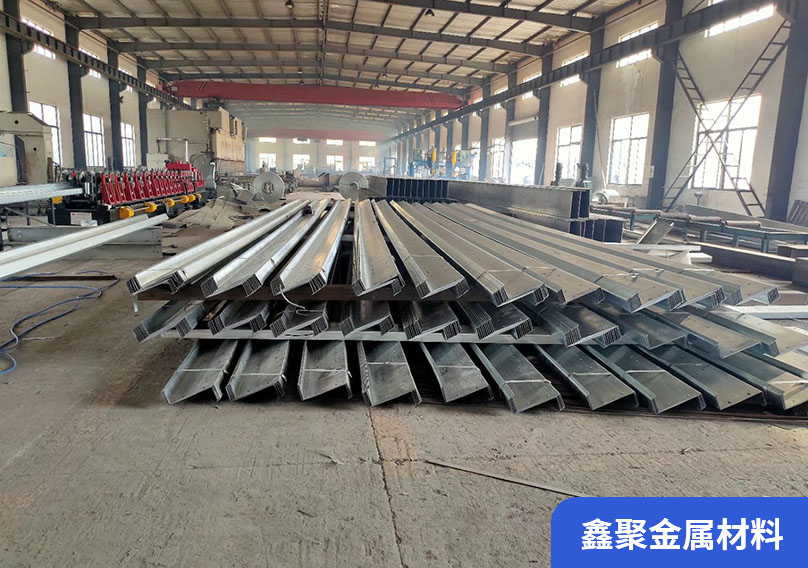

聯(lián)系我們:
151-9088-7468聯(lián)系人:陳經(jīng)理 15190887468
聯(lián)系人:張經(jīng)理 15051774219
郵箱:26739258@qq.com
地址:南通市通州區(qū)金沙街道新三園村55組
