
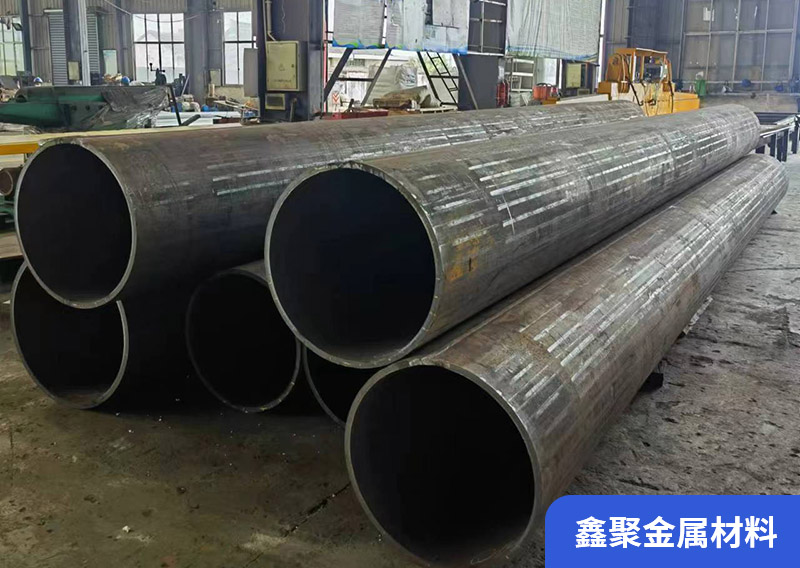
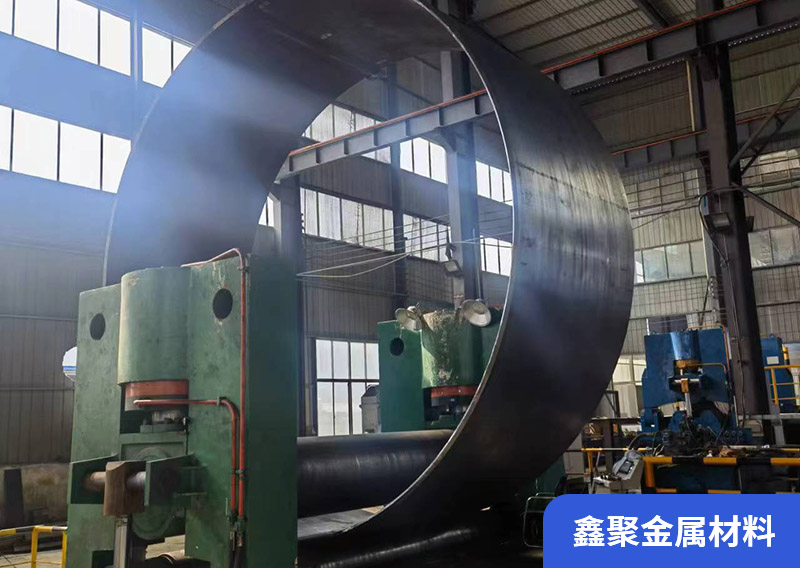
大型卷圓加工廠對鋼板進(jìn)行卷彎時相關(guān)的技術(shù)要求如下:
一、卷圓焊縫為雙面焊縫,允許有兩道縱向焊縫,兩焊縫間距大于300mm。焊縫外觀質(zhì)量標(biāo)準(zhǔn)不低于《焊接規(guī)范》中的三級標(biāo)準(zhǔn)。?
二、卷圓組對時,兩焊縫間距應(yīng)大于100mm,外接支管外壁距縱環(huán)向縫不應(yīng)小于50mm。?
三、卷圓對接焊縫的錯邊量不應(yīng)超過壁厚的20%,且不大于2mm,超過規(guī)定時,應(yīng)選 兩相鄰偏差值較小的管子對接。?
四、卷圓周長偏差如下: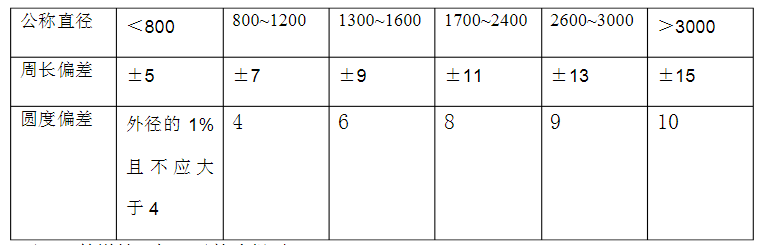
技術(shù)要求")
五、管道坡口加工及接頭組對:?
1.當(dāng)管道壁厚小于6mm時,為I型焊縫,當(dāng)管道壁厚大于6mm時為V型焊縫;?
2.直徑大于600mm的管道,且壁厚大于6mm時,一般應(yīng)在管子內(nèi)側(cè)的根部進(jìn)行封底;?
3.煤氣卷管除規(guī)定用搭接連接部位外,其余皆采用連續(xù)堅(jiān)固的V型坡口對焊連接,如果焊縫發(fā)現(xiàn)缺陷必須鏟掉重焊,重焊不得多于兩次,不允許補(bǔ)焊。?卷管的同一筒節(jié)上的?縱向焊縫不宜大于兩道;兩縱縫間距不宜小于200mm。?
六、卷管組對時、兩縱縫間距應(yīng)大于100mm。支管外壁距焊縫不宜小于50mm。? 技術(shù)要求")
七、卷管的校圓樣板的弧長應(yīng)為管子周長的1/6~I/4;樣板與管內(nèi)壁的不貼合間隙應(yīng)符合下列規(guī)定:?
1.?對接縱縫處不得大于壁厚的10%加2mm,且不得大于3mm。
2.?離管端200mm的對接縱縫處不得大于2mm。?
3.其他部位不得大于1mm。?
八、卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。?
九、在南通卷管加工過程中,應(yīng)防止板材表面損傷。對有嚴(yán)重傷痕的部位必須進(jìn)行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設(shè)計(jì)壁厚。
十、卷圓加工規(guī)格、尺寸應(yīng)符合設(shè)計(jì)文件的規(guī)定,質(zhì)量應(yīng)符合本規(guī)范第7章中相應(yīng)質(zhì)量等級的規(guī)定。?
十一、卷管加工制作完畢后,應(yīng)進(jìn)行外觀和煤油檢查,其檢查方法如下:????????????
1.外觀檢查:檢查其外形是否整齊,焊縫高度是否符合技術(shù)要求;?
2.煤油檢查:在管道焊縫處外涂白堊內(nèi)涂煤油進(jìn)行檢查,超過30分鐘后在涂白堊的表面未發(fā)現(xiàn)暗黑的油點(diǎn),即不滲透煤油為合格,否則必須將不合格的焊縫鏟除重焊,直至合格為止,重焊次數(shù)不應(yīng)超過兩次。?
十二、卷管制作完畢交付安裝前必須進(jìn)行外觀檢查,檢查其外形是否整齊,焊縫是否平整,焊縫高度是否符合要求,防腐漆是否按規(guī)定涂刷等。?
十三、所有管道制作完成后,需按YB/T9256-96《鋼結(jié)構(gòu),管道涂裝技術(shù)規(guī)范》要求進(jìn)行鋼材內(nèi)外部表面預(yù)處理,除銹等級低達(dá)到Sa2或St3,然后再涂兩遍底漆,涂層厚度達(dá)60-80um,再運(yùn)至現(xiàn)場安裝。
新聞中心
大型卷圓加工廠對鋼板卷圓加工制作相關(guān)技術(shù)要求
發(fā)布時間: 瀏覽:0次
上一篇:
常用的兩種大型卷圓加工方法分析
下一篇:
大型激光切割加工的特征
相關(guān)產(chǎn)品/ products Show

大型卷圓加工

大型卷圓加工
大型卷圓加工

大型卷圓加工

大型卷圓加工
卷圓加工
相關(guān)新聞/ Related news
最新新聞
News Center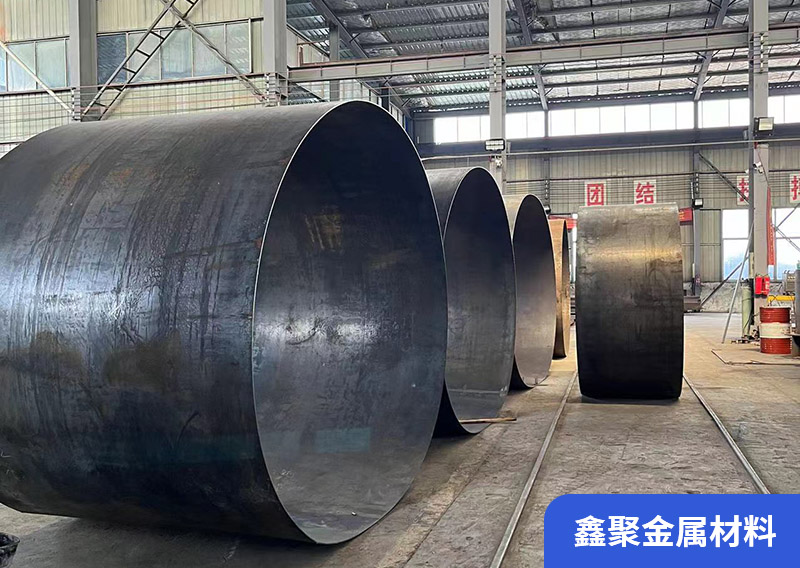

聯(lián)系我們:
151-9088-7468聯(lián)系人:陳經(jīng)理 15190887468
聯(lián)系人:張經(jīng)理 15051774219
郵箱:26739258@qq.com
地址:南通市通州區(qū)金沙街道新三園村55組
