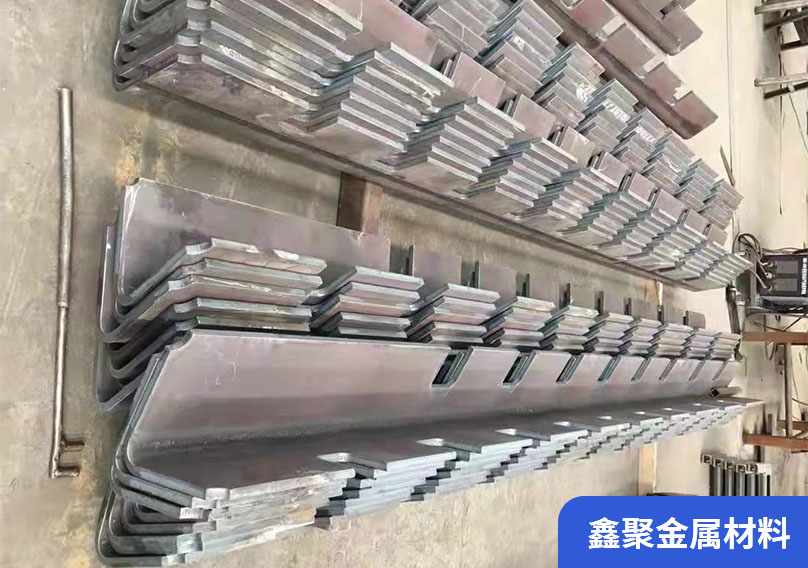

在大型折彎加工行業中,折彎機可以說是不可或缺的一部分。那么,如何正確選擇折彎機的折彎模具呢?
大型折彎模大致由上模、下模、導軌、模架四部分組成。角大體可分為88度,90度和30度三種規格。其上模裝置由30度尖刀、壓平刀、直劍刀、大小刀、鵝頸彎刀、簡易模具、專用模具、弧形彎刀等組成。該模型分單槽和雙槽兩種。
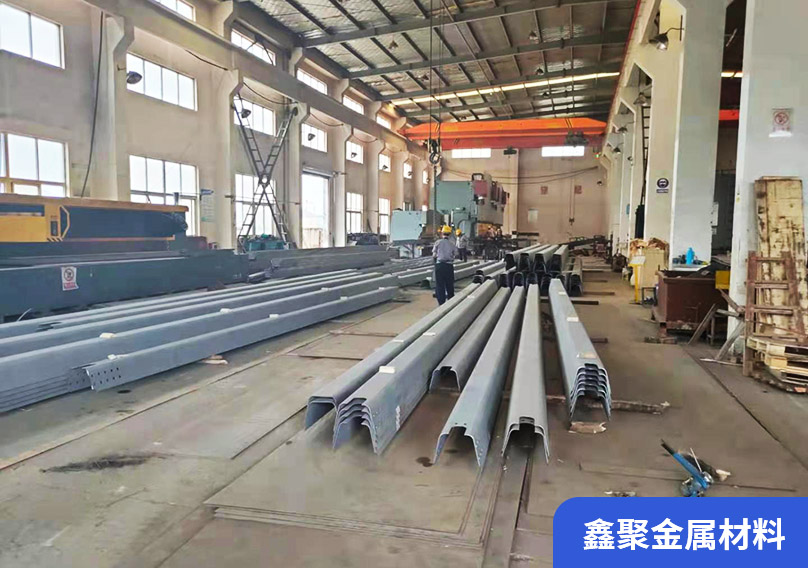
由于其材料本身結構不同,所用刀具也不一樣,產生的耐酸堿、抗拉強度、材料硬度、拉伸系數、可塑性等也不一樣。可以根據機床壓力、結構、材料、工件展開尺寸、工藝要求、加工方式等選擇合適的模具。一般來說,鐵制板材可選擇的模槽寬度為材料厚度的5-6倍,不小于4倍,不大于8倍。選用不銹鋼的下模槽為材料厚度的6-8倍,不小于5倍。鋁材、銅材可選擇的下模凹槽厚度為材料厚度的8-10倍(應避免彎曲時產生表面裂紋)。
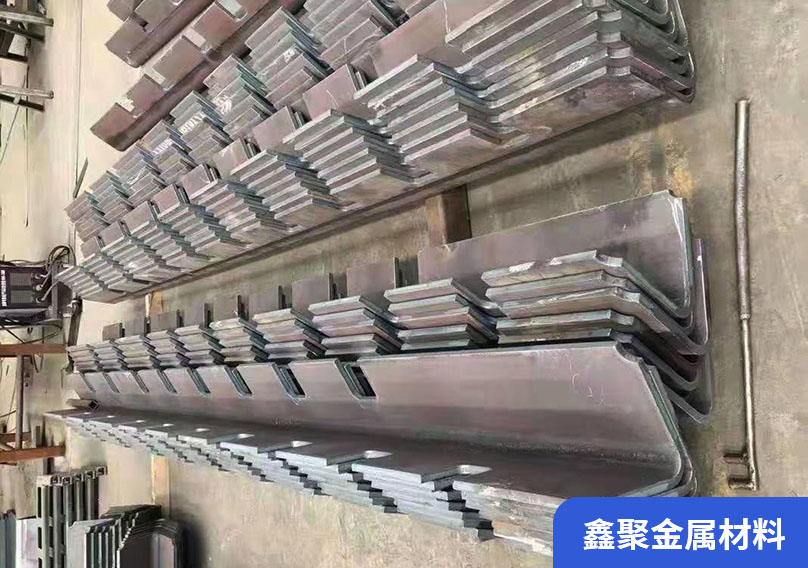
上模的選擇根據工件的位置、釘子、螺母等結構合理選擇,工件需要左右位置時可以選擇彎曲刀或左右耳刀,也可以使用特殊的模具。
下模根據工件形狀選擇下模正裝或下模反裝,主要用于避位、避釘等。當工件尺寸小于常規尺寸,展開尺寸小時,下模偏心可以在安全生產的前提下完成,合理的偏心量為V槽寬度的1/4。當V槽與材料厚度之比為6倍時,每增減一個單位(1毫米)工件的展開尺寸應增減0.10毫米。當增加到極限時,沒有明顯的變化。
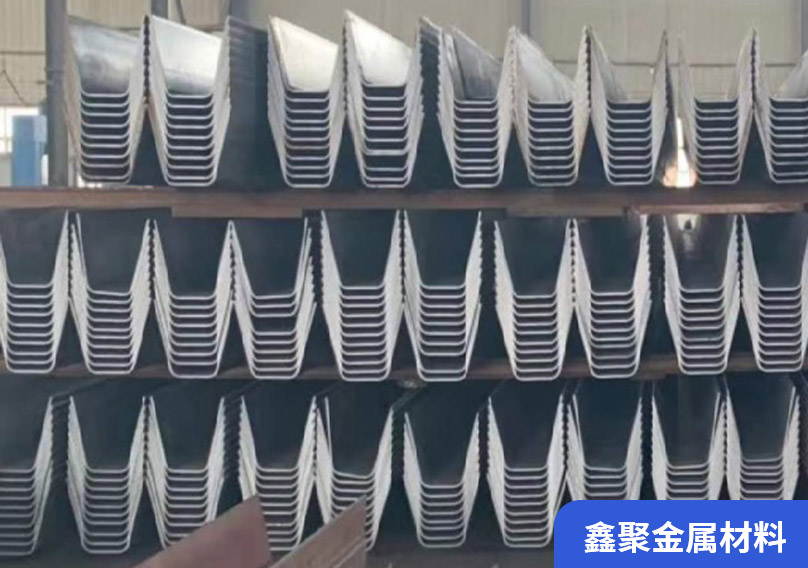
專用模具的選擇要根據其本身的結構形狀、性能、尺寸、外觀、安全高度、壓力等因素來合理使用。分段差壓模的調節是根據工件段差的尺寸要求,通過調節模具中間填充物的數量來控制工件的尺寸。
相信看到這里的人是有耐心的人,南通大型折彎加工廠家鑫聚希望這些能夠幫到您。